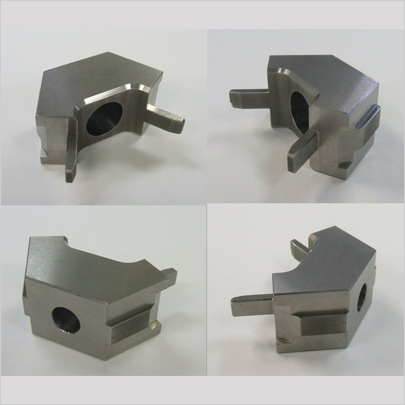
加工技術紹介
Works
Works
設計が複雑で他社で断られてしまった。
難加工の金属加工を断られてしまった。
現在扱っている部品の品質をもっと良くしたい。
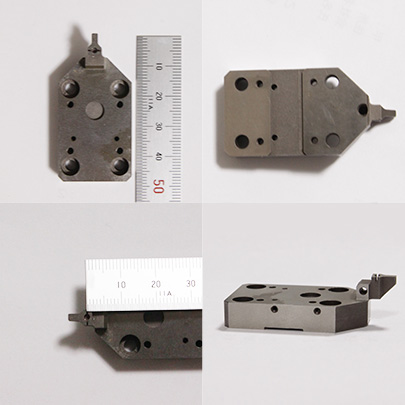
柳沢精機のフライス加工は、重切削から微細加工まで幅広く対応可能です。材料の特性や形状に応じて、最適な機械・工具・加工条件を選定し、安定した精度と高品質な加工を実現しています。
また、必要に応じてワーク形状に合わせた専用治具の設計・製作も社内で対応。複雑な三次元形状や深彫り加工、タップ加工、穴あけ、座グリ加工など、多様なニーズに柔軟に応えることが可能です。熟練工の技術と最新設備を融合させ、試作から中ロット生産まで一貫対応。高精度・高難度の加工が求められるお客様にもご満足いただける仕上がりをお届けします。




偏芯形状や複雑形状で対応できる業者が見つからない。
1個だけ、試作だけ…など柔軟な対応が欲しい。
量産前の検証用部品を高精度で仕上げたい。
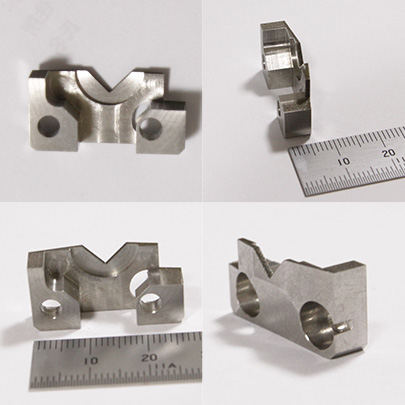
旋盤加工では、円筒形状を中心に、外径・内径・段付き・テーパーなど多様な形状に対応しています。NC旋盤と汎用旋盤の両方を活用し、それぞれの特性を活かした柔軟な加工が可能です。
特に、汎用旋盤と熟練工による手加工は、偏芯加工や複雑な段差・複合形状の加工で真価を発揮します。単品加工や少量多品種の案件にも最適です。寸法精度はもちろん、面粗度や仕上がりの美しさにも徹底的にこだわり、「ただ削る」だけでなく「見せる品質」を追求しています。





金型部品や焼入れ材など、通常の加工では難しい。
微細・複雑な輪郭形状を高精度で加工したい。
精密な加工が必要だが、コストや納期が心配。
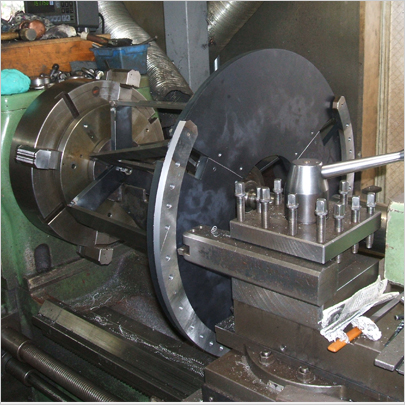
放電加工・ワイヤーカット加工は、切削では困難な複雑形状や硬質材料の加工に最適な技術です。柳沢精機では、型彫り放電加工機とワイヤーカット加工機を計4台体制で稼働し、精密かつ効率的な加工を実現しています。
特に、焼入れ鋼や超硬など難削材への対応や、微細かつ高精度な輪郭形状の加工において強みを発揮。金型部品や精密部品の製作にも幅広く対応します。さらに、設計段階から放電加工特有の放電ギャップや逃げを考慮したアドバイスも可能です。



平面度や平行度にシビアな要求がある。
他社で精度が出なかった部品を再調整したい。
加工面の美しさや鏡面仕上げにこだわりたい。
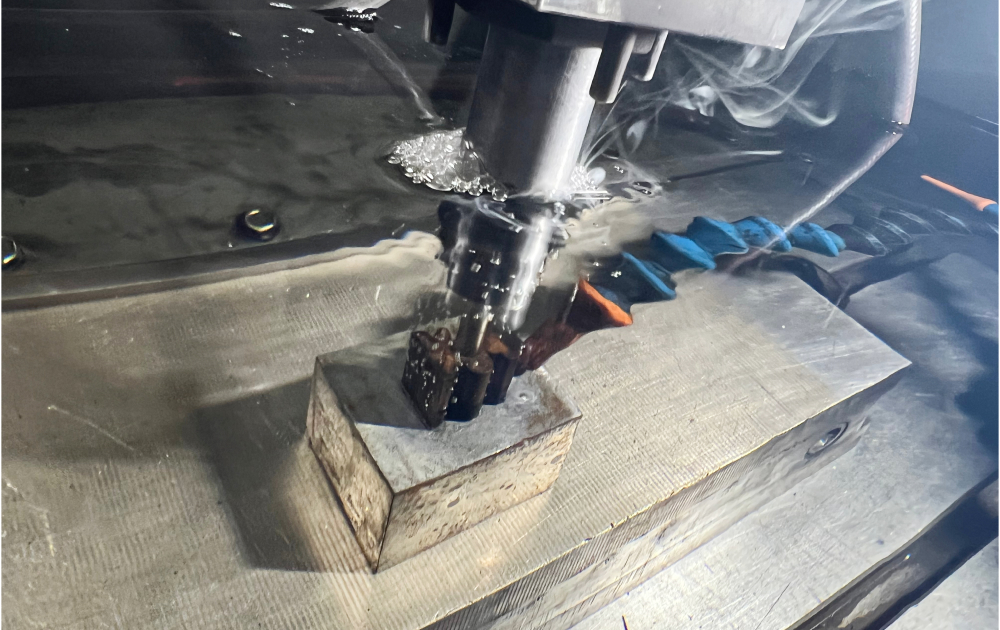
成形研削加工は、最終仕上げ工程として、寸法・精度・面粗度の向上に欠かせない技術です。柳沢精機では、高硬度材や焼入れ材への研削も含め、数μm単位の高精度加工に対応しています。
特に、平面度・直角度など厳しい幾何公差が求められる部品では、熟練工の目と手による微調整が力を発揮。機械の精度と職人の技術を融合させ、高品質な仕上がりを実現しています。複雑形状や段差のある部品、面取りや美しい仕上がりが求められる製品にも柔軟に対応。高精度仕上げをお求めの方は、ぜひ当社の研削技術をお試しください。


■ Contact
「他で断られた」「設計から相談したい」「図面がない」
そんな時こそ、私たちにご相談ください。
1個からでも、あなたの“つくりたい”をカタチにします。